


In our daily machining production, passivation treatment is often required in the drawings of CNC machining parts, especially for stainless steel mechanical parts. For example, this surface treatment was required as PASSIVATE PER AMS 2700 METHOD I TYPE 2 OR ASTM-A967 NITRIC I. Do you know the specific content of this description? Now, please follow us! We will share with you some practical information on the treatment passivation.
What is passivation treatment?
Passivation is a kind of post-treatment process after parts are machined. It is a process that metal is oxidized by a strong oxidant or electrochemical method to make the surface inactive, that is, passivation. That is to say, It is a method to make the metal surface change into a state that is not easy to be oxidized and delays the corrosion rate of the metal.
The surface conditions of stainless steels and other corrosion-resistant steels decide their level of corrosion resistance, especially the presence or less on their surface a layer of oxides said passive layer. And we define the changes that occur on these metals’ surfaces as phenomena of passivation. If these phenomena lead to the cancellation of the corrosion rate, then we can say it leads to passivation conditions of the stainless steel.
In the standard AMS 2700B, passivation is described as The processes have been used typically to remove metallic contaminants from the surfaces of corrosion resistant steels using chemically oxidizing methods to prevent injury to the basis metals, but usage is not limited to such applications.
Why do we need to make passivation to Corrosion Resistant Steels?
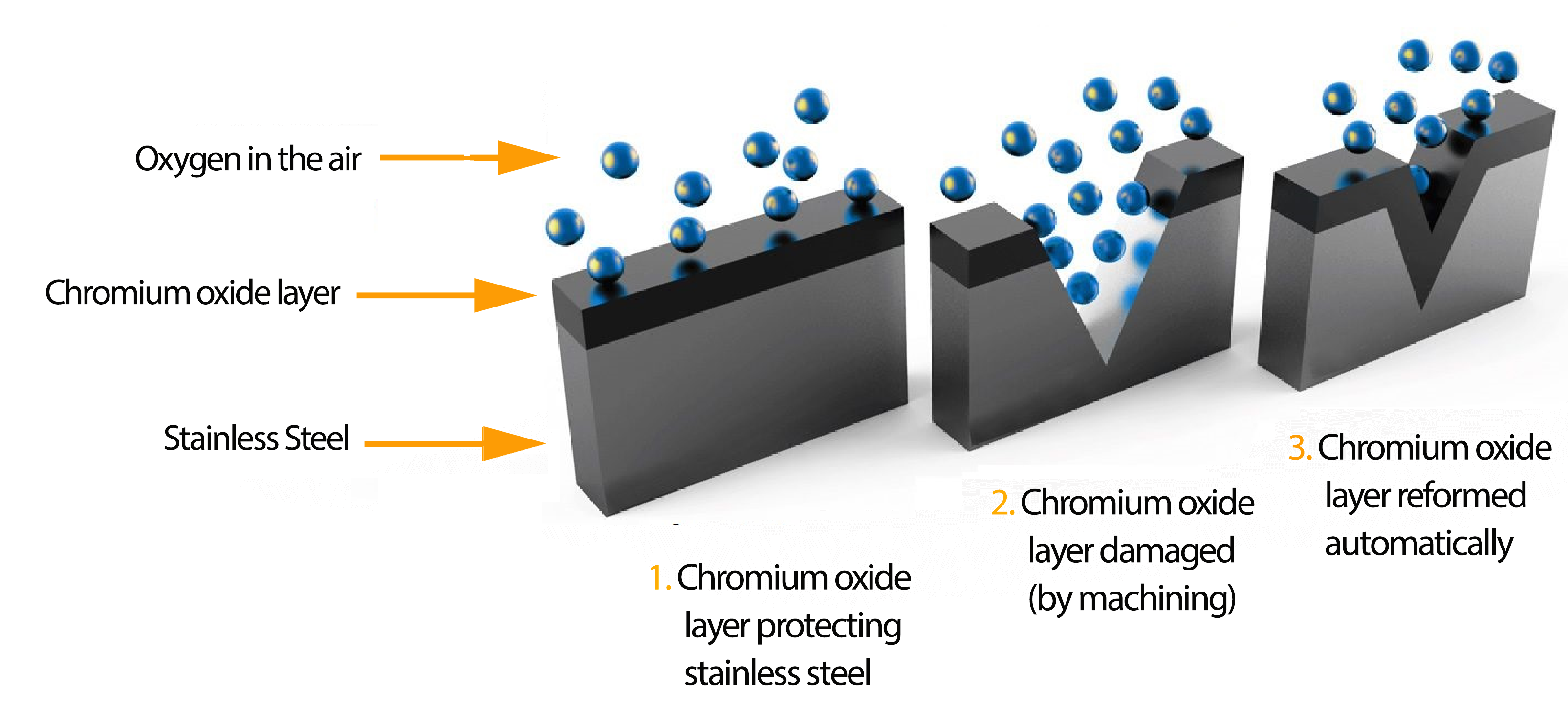
In an ideal condition, a clean and freshly machined stainless steel part can automatically get an oxide film from exposure to oxygen in the atmosphere. And this special film completely covers all surfaces of the part and protects them.
However, In actual practice, contaminants such as shop dirt or particles of iron from cutting tools may be transferred to the surface of the stainless steel parts during machining. If we don’t remove them, these foreign particles would lower the protective effect of the original oxide film.
Two main factors to cause rusting of corrosion resistant steels
During the machining process, there is a possibility that a microscopic amount of free iron may be worn off the cutting tool and transferred to the surface of the stainless steel workpiece. Under certain conditions, this may cause a thin coating of rust on the part. Do you know what happened? This is corrosion of the steel from the tool but not the base metal material.
Similarly, small particles of iron-containing shop dirt are possible to adhere to the workpiece surface. Although the metal may be shiny in the as-machined condition, the invisible particles of free iron can cause rusting on the surface once exposed to air.

In addition, exposed sulfides also can be a problem. We know that some content of sulfur was added to the stainless steels to improve their machinability. The exposed sulfides just come from the addition of sulfur. Yes, sulfides improve the alloy’s ability to form chips and these chips are usually broken away cleanly from the cutting tool during the machining process. Therefore, we need to properly passivate the parts, or sulfides would act as initiation sites for corrosion on the surface of the machined parts.
Based on the above-mentioned two cases, we need the passivation treatment to improve the natural corrosion resistance of the stainless steel to the maximum level. With chemical passivation, the factors leading to stainless steel rusting can be removed and the passivation layer seals and protects the stainless steel parts against further oxidization.
What is the film thickness of the passivation layer?
The passivation layer is a very thin and protective oxide film. And it presents on the surface of passivated stainless steel. Regarding the specific passivating film thickness, it is often about 1.5-2.5 nm, which is only about 1/100,000 of the thickness of a human hair!
In a count of this, the passivating film does not change the part dimensions, surface look or function of the metal part. It often only changes the metal part in very specific settings—such as welding, machining, or in electrochemical systems.
What are the classifications of passivation treatment?
In the example of passivation requirement, we see METHOD I and Type 2. Well, we suppose you are interested in the specific content of the classification. Here let’s move to the point.
The classifications in AMS 2700B
In the specification of AMS 2700B, it covers two methods as follows:
- Method 1 – Passivation in Nitric Acid
- Method 2 – Passivation in Citric Acid
Note: if the customer indicated no specific method, please use Method 1. Regarding Method 1, it presented 8 types for you to choose below:
- Type 1-Low Temperature Nitric Acid with Sodium Dichromate
- Type 2- Medium Temperature Nitric Acid with Sodium Dichromate
- Type 3- High Temperature Nitric Acid with Sodium Dichromate
- Type 4 -40% Nitric Acid for Free Machining Steels
- Type 5 -Anodic, for High Carbon Martensitic Steels
- Type 6 -Low Temperature Nitric Acid
- Type 7 -Medium Temperature Nitric Acid
- Type 8 -Medium Temperature, High Nitric Acid Concentration
Based on the above classification, we can know the meaning of the requirement AMS 2700 METHOD I TYPE 2. It refers that we should make passivation in Nitric Acid and the Nitric Acid should be of Medium Temperature with Sodium Dichromate.
The stainless steel part below is a magnetic shaft. We manufactured it out of stainless steel 316. And the surface treatment is method 1, Nitric Acid Passivation, TYPE 2-Medium Temperature Nitric Acid with Sodium Dichromate.

The classifications in ASTM-A967
The standard ASTM-A967 covers several different types of chemical passivation treatments for stainless steel parts. Then we find that the classification is similar but a little different in details than that in AMS2700B.
1. Treatments in Nitric Acid Solutions
There are types of Nitric 1, Nitric 2, Nitric 3, Nitric 41, Nitric 5.
The solutions involved shall contain different volume percents of nitric acid. And we should immerse the parts into the solutions for different time periods at different temperature ranges.
2. Treatments in Citric Acid Solutions
There are types of Citric 1, Citric 2, Citric 3, Citric 41, Citric 5.
The solutions involved shall contain different weight percents of citric acid. And the parts shall be immersed in the solutions for different time periods at different temperature ranges.
3. Treatments in Other Chemical Solutions, Including Electrochemical Treatments
Therefore, ASTM-A967 NITRIC I means it should be Nitric Acid passivation, Nitric 1 type.
For the differences between Nitric Acid and Citric Acid, please check the table below for a brief comparison:
Nitric Passivation vs Citric Passivation
| Nitric Passivation | Citric Passivation | |
| Classification | Excellent passivation of most grades of stainless steel | Excellent passivation of nearly all grades stainless. |
| lron Oxide Removal | Removes the iron oxide slowly. 20 minutes to several hours. | Readily removes the iron oxide. 4 to 20 minutes. |
| Ease of Use | Bulky safety equipment and extreme care required. Must control time and temperature carefully and danger of Nox emissions is always present. | Minimum of safety equipment and caution required in use. No hazard of leaving product in the tank too long for most products, no hazardous emissions even with poor grades of stainless steel parts. |
| Temperature | The elevated temperature required for different Nitric Types. | Room temperature satisfactory for different Citric Types.Elevated temperature improves speed and performance. |
| Environment | Not environmentally friendly | Environmentally friendly |
| ASTM A-967 | Meets requirements | Meets requirements |
| AMS 2700B | Meets requirements | Meets requirements |
Congratulations! You won much practical knowledge of passivation today by reading this article. That’s why you are much better than others. In the post surface Treatment of Metal Parts, we introduced the basic classification of Surface Treatment. Of course, If you click and read it. You will get more practical knowledge there too. Just go for it!














