


Thread connection is one of the common assembly forms of parts, and a tap is a necessary tool for processing internal threads. In the process of tapping, tap breaking is a common phenomenon. Well, once the tap is broken inside a hole, you have only two choices: one is to find a way to remove the broken tap, the other way is to directly scrap the part.

Which one would be your choice? For small bespoke parts or low-cost machined parts, it’s easy and cheap to scrap the part. However, for some large mechanical parts or expensive CNC components, scrapping a part would cause big waste of cost. Then scrapping the part would be our last choice. In this situation, we have to find out a way to take the broken tap out of the hole and save the part if possible.
- What is a tap?
- How to remove broken taps?
- Why do the taps break?
- 1. The tap quality is poor
- 2. The tap model you choose is Improper
- 3. The tap does not match the processed raw material
- 4. The bottom hole diameter is too small
- 5. There are some material problems with the tapping part
- 6. The machine does not meet the accuracy requirements of the tap
- 7. The quality of cutting fluid and lubricating oil is not good
- 8. The cutting speed or feed rate is not reasonable
- Conclusion
What is a tap?
Before we come to the question “How to remove broken taps”, please allow me to introduce “What is a tap?”.
Briefly, a tap is a tool for machining internal thread, and some grooves/flutes are made along the axial direction to discharge the chip produced in the process. In addition, a tap is a tool for processing various kinds of medium and small-size internal threads. It has a simple structure and it’s convenient to use. Therefore, it is widely used in CNC machining services.

How to remove broken taps?
Since the tap fracture is an unavoidable problem in the machining process, we need to find some effective methods to remove the broken taps. Today, let’s introduce 9 practical methods to you according to our 10+ years of CNC machining experience.

1. Use lubricating oil
First, pour some lubricating oil into the hole. Then use a tool to strike the bevel of the broken tap in the reverse direction, so that the tap can be spun back out. This is a common method used in CNC machining workshops.

2. Use another harder bit/drill
If you have another harder bit/drill in your hand, you can use it to drill the broken tap, just as the broken tap is a material being processed.
3. Use a tap extractor
As tap breaking happens, the machine shops will buy some broken tap extractors of the commonly used taps in case of emergency. What’s a tap extractor? A tap extractor is a tap removal tool specially designed to take out the taps broken inside metal holes, without damaging the workpiece or substrate material.

How to use a tap extractor?
Normally, there are different sizes or models of tap extractors according to standard tap sizes. The extractors usually have 3 or 4 fingers which depend on the number of tap flutes. To take the broken tap out of a hole, you can follow the instructions below:
- Remove the metal chips from the hole;
- Choose the right extractor size or model and connect it with a tap wrench;
- Place some kerosene on the extractor;
- Insert the extractor claws into the flutes of the broken tap as deep as possible;
- then screw the broken tap out in the opposite direction of the tap.

4. Use the EDM machine
EDM is actually a reliable method to take the broken tap out of a hole. As the EDM machine can burn out the central part of the broken tap and leave the cutting edges stuck in the threads of the hole. In this situation, it’s easy for you to take the remaining parts out.
Reminder: If you prefer to remove broken taps by EDM, please remember that you should have a place that wide enough to put an electrical discharge machine in your machine shop. Nowadays, there are also some small EDM machines that are specially designed to remove broken taps. It’s a portable Broken Tap Remover.

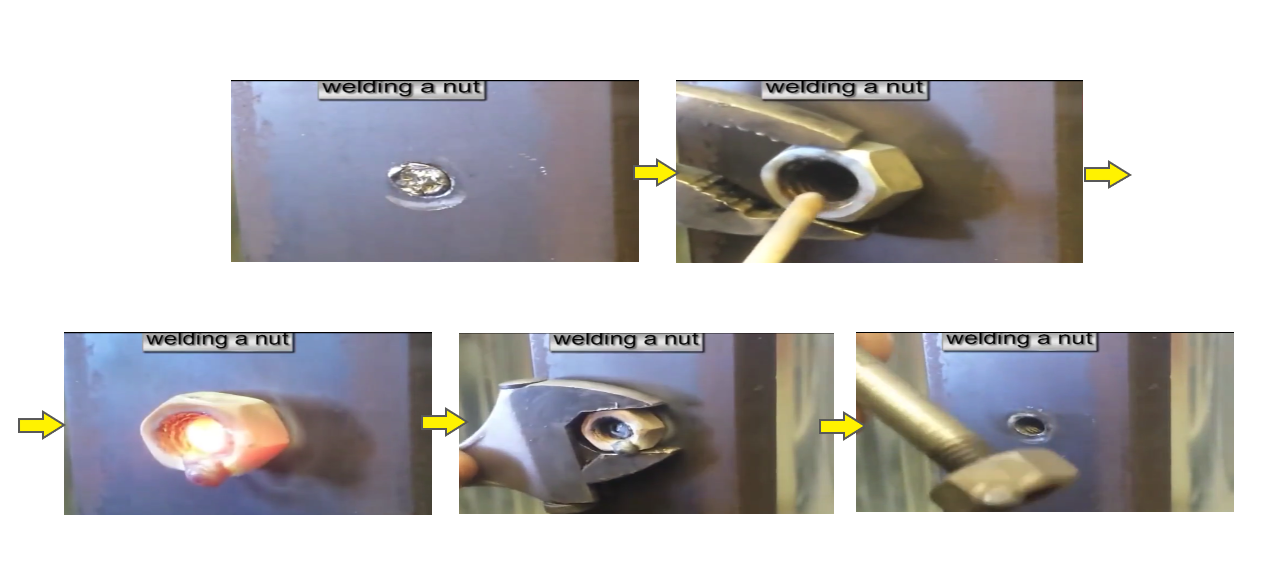
5. Weld a handle or a nut
Is there any other ways to remove a broken tap from hole? Of course, If possible, you can weld a handle or a nut in the broken position of the tap, and then turn it back slightly to screw out the tap.
6. Make a slot
If possible, you can try to chisel out a slot at the broken position of the tap, and then screw it out slowly through the reverse direction by a screwdriver.
7. Use an air drill/pneumatic drill
Using an air drill to reverse take the broken taps out depends on the hand feeling because the tap is not directly drilled out, but with slow speed and a little bit of friction (similar to Car Semi clutch) to make the tap rotate out.
8. Use a punch
If possible, you can directly use the punch to knock out the middle of the tap or enlarge the hole on the basis of it( Easy to use)
9. Use the corrosive chemical solution
Some corrosive chemical solutions are used to corrode the tap. For example, the nitric acid solution can corrode the high-speed steel taps without discarding the workpiece.
In the market, you could also buy a chemical solution called “Tap-X Broken Tap Removal Kit”. It will dissolve the broken taps and cutting tools without damage to the substrate material. Especially when the substrate materials are stainless steel, titanium alloys and aluminum alloys.
Reminder: Don’t use it on substrates of magnesium, high-carbon tool steels, Chrome-Moly 4130 or 4140, cast iron, copper alloys or zinc.

Though there are many different good methods to take the broken tap out, it is better to analyze the causes of the tap fracture and find ways to prevent the tap fracture before tapping. After all, constant tapping is the best way.
Why do the taps break?
In this part, let’s learn about why do the taps break. Generally speaking, there are 8 main factors that cause the tap breaking. Here we listed below one by one for your information.
1. The tap quality is poor
The tap or bit quality is very important. This may be related to the Main materials, tool design, heat treatment, machining accuracy, coating quality, etc.
2. The tap model you choose is Improper
High-quality taps should be used for tapping parts with too high hardness, such as cobalt-containing high-speed steel taps, cemented carbide taps, coated taps, etc. In addition, different tap designs are used in different working situations. For example, the tap performance would be impacted by the tap size, the number of tap flutes, the angle design of the tap and so on.
3. The tap does not match the processed raw material
With the increasing number of new materials and the corresponding processing difficulties involved, we should also upgrade the raw materials of taps to meet the market requirement. This requires us to select the suitable tap tools before tapping.
4. The bottom hole diameter is too small
We suggest you select the correct bottom hole diameter according to the type of taps and the material of the taps. If there is no fully compliant bit, the larger one can be selected.
5. There are some material problems with the tapping part
The raw material of tapping parts is not pure. Maybe there are some hard points or air holes in some parts, which cause the tap to lose balance and break instantly.
6. The machine does not meet the accuracy requirements of the tap
The processing machine and its clamping chucks are also very important, especially to high-quality tap. The common problem is that the concentricity of the clamping chuck and the tap is not good. At the beginning of tapping, the starting position of the tap is not correct. That is to say, the axis of the spindle is not concentric with the centerline of the bottom hole. Then the torque is too large in the tapping process, which is the main reason for the tap breaking.
7. The quality of cutting fluid and lubricating oil is not good
If there is a problem with the quality of cutting fluid or lubricating, then the products processed by taps are easy to have problems like burrs. And the life of taps will be greatly reduced.
8. The cutting speed or feed rate is not reasonable
Conclusion
Now you’ve learned 9 practical methods and know how to remove a broken tap. We also selflessly shared 8 major causes of tap fracture. Hope you could remember all the major causes of tap fracture and avoid tap breaking in future. Want to add this post to your favorite list? Just do it! In case tap breaking happens again one day, you would remove the broken tap quickly by reading it in a short time.














